
НПП “РОСТ” выпустило в свет новую серию оборудования для розлива и запайки ампул, а также для фасовки в ампулы сыпучих препаратов.
В данный момент в серию входят 3 фасовочные линии:
| Наименование изделия | Аналог из предыдущих разработок | Короткое описание |
| Фасовочная линия ”Борджиа” V20, розлив и запайка ампул. | Станок для розлива и запайка ампул ”Борджиа” 6.5. | Станок для розлива и запайки ампул. |
| Фасовочная линия ”Борджиа” V20, розлив и запайка ампул, 2 потока. | Совершенно новая разработка. | Станок для розлива и запайки ампул с двумя линиями. Позволяет увеличить производительность в 2 раза, по сравнению со станком , имеющим одну линию. |
| Фасовочная линия ”Борджиа” V20, розлив, фасовка сыпучих препаратов и запайка ампул. | Станок для фасовки в ампулы сыпучих препаратов ”Борджиа” 7.4. | Станок позволяет фасовать в ампулы сыпучие препараты, наливать жидкие и запаивать ампулы. |
Оборудование выпускается под одним обозначением серия V20. В нем используется одна и та же электроника, совершенно одно и то же программное обеспечение, как резидентное (внутреннее), так и программное обеспечение верхнего уровня.
Программное обеспечение всех уровней поддерживает максимальную конфигурацию оборудования. Для конкретной линии управление отсутствующими компонентами отключается в технологических параметрах.
Габариты нового оборудования остались теми же, как и у предшественников. В значительной мере изменилась конструкция механической части станка и разработана совершенно новая электроника и программное обеспечение.
Вот короткие фильмы о работе станка для розлива и запайки ампул V20.
Это станок с перистальтическим дозатором.
Это с поршневым дозатором.
Вот фильм о работе станка с двумя потоками.
Изменения в механической части оборудования.
Габариты станка, расположение основных механических компонентов остались прежними. Но у новой серии стол и бункер выполнены из нержавеющей стали толщиной 2 мм.


Станок стал намного прочнее, устойчивее к механическим повреждениям, воздействию агрессивных химических препаратов. Повышение жесткости поверхности стола благотворно сказалось как при эксплуатации станка, так и при его транспортировке.
Разработан и серийно выпускается новый вариант станка для розлива и запайки ампул с двумя линиями, что позволило увеличить производительность вдвое.
Подающий барабан в новом оборудовании изготовлен из твердого пластика и значительно увеличена его толщина.

Первое позволило снизить вес, а значит и инерционность барабана. А увеличение толщины барабана до высоты ампул привело к тому, что ампулы перестали ”заваливаться” и периодически заклинивать подающий барабан.
Окончательно проблему подачи ампул из бункера удалось решить применением утяжелителя, который устанавливается в бункер на поверхность слоя ампул.

Хотя его применение необходимо только при использовании ампул с центром тяжести, смещенным ближе к горлышкам. Обычно это ампулы емкостью 1 мл.

В новом оборудовании для позиционирования наливочной иглы используется стандартная рельсовая направляющая.

Теперь игла опускается идеально вертикально, с большой точностью. На практике это позволяет наливать жидкость в ампулы с узким горлышком диаметром до 2 мм.

Направляющая - это стандартный механический компонент, используемый в малых станках с ЧПУ. На АлиЭкспресс большой выбор продавцов, предлагающих направляющие этого типа. Т.е. в новом оборудовании все больше механических компонентов становятся стандартизованными покупными изделиями.
Полностью изменился самый капризный и ненадежный узел станка – манипулятор захвата горлышек ампул. Все остальные механические компоненты предыдущих версий станков – это барабаны, установленные непосредственно на валах шаговых двигателей. Никаких шестеренок, подшипников, ременных передач. Какие к ним могут быть претензии. К ним вопросов и замечаний никогда не было. Ресурс работы этих элементов не ограничен, как в теории, так и на практике.
А вот манипулятор захвата – это сложный узел с ограниченным ресурсом работы.Представляет собой металлический корпус-цилиндр, внутри которого установлен маленький коллекторный двигатель с шарико-винтовой передачей.

Двигатель вращает вал шарико-винтовой передачи, которая преобразует вращательное движение в поступательное. Т.е. поднимает и опускает захват. Для точного позиционирования по вертикали используются 2 направляющие. На них установлена платформа, на которой закреплен захват. И вся эта конструкция каким-то образом крепится к шаговому двигателю, который ее поворачивает для выброса оторванных горлышек ампул.

Коллекторный двигатель, в отличие от шагового, имеет ограниченный ресурс работы. Его приходится периодически менять. Разбирать и собирать узел захвата очень сложное и неприятное занятие. Также необходима его периодическая чистка, смазка.
И еще на старых версиях станков были нередкие жалобы на то, что электромагнит имеет недостаточную мощность. Он иногда не удерживает горлышки ампул при отрыве.
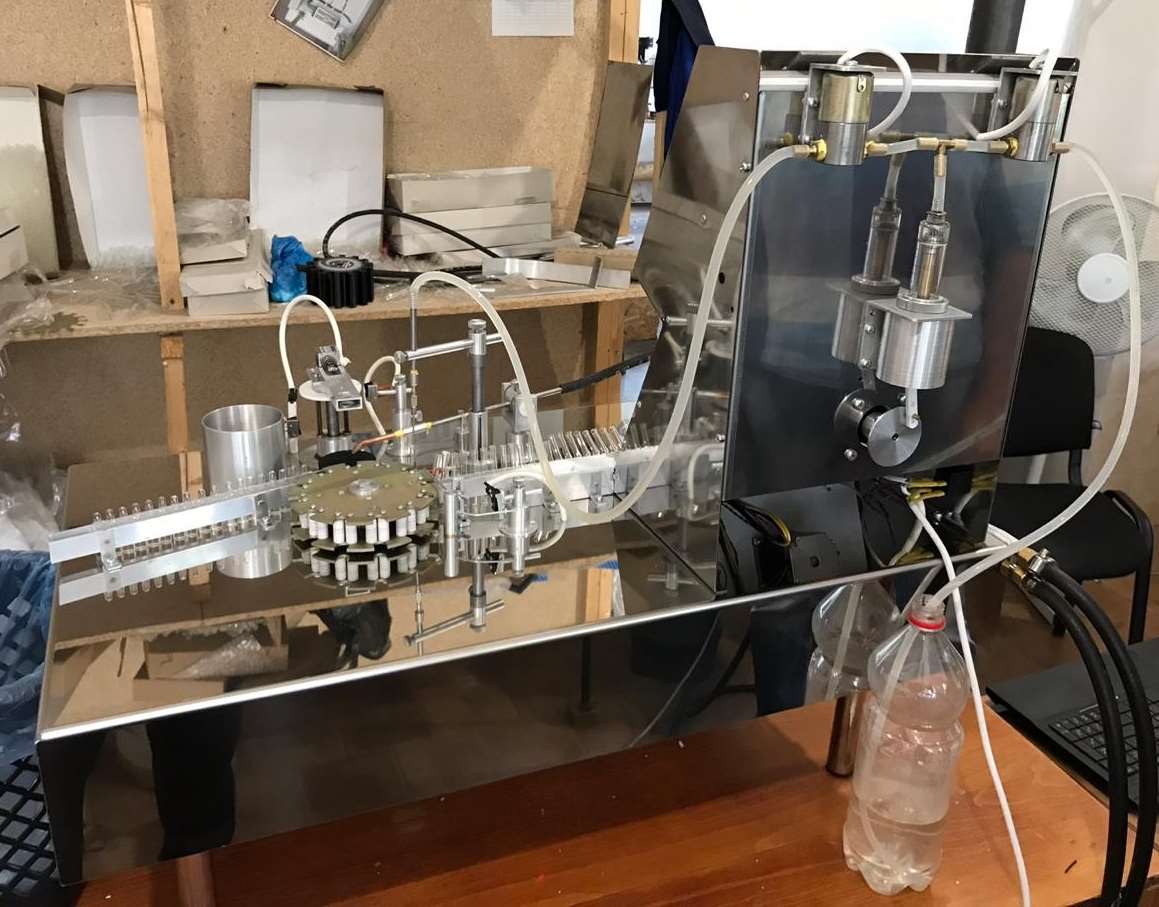
Все эти проблемы были решены в аналогичном узле для нового оборудования. Хотя ничего не мешает в новых станках использовать старый узел захвата. На фотографиях этой статьи именно такой вариант станка.
Новый узел манипулятора захвата простой, надежный, долговечный. На мой взгляд, особенно важно, что он понятен даже не специалисту-механику.
За основу взят опять же стандартный механический компонент станков с ЧПУ. Это собранный в единый конструктив узел: шарико-винтовая передача и направляющие.

На вале передачи уже установлена муфта для соединения с валом двигателя. Узел также является одним из хитов продаж на АлиЭкспресс.
Новый захват выглядит так.

В новом оборудовании используются другие, более мощные электромагниты. Они также свободно продаются на АлиЭкспресс.

Теперь захват надежно фиксирует горлышки ампул.
Появился вариант станка с перистальтическим насосом. Кроме общеизвестных достоинств такого типа дозатора, появилась возможность разливать очень густые жидкости.
На этом видео происходит фасовка в ампулы жидкости консистенции подобной жидкой сметане или кефиру.
Электронная система управления станком.
Аппаратная часть системы управления и программное обеспечение всех уровней были разработаны с нуля.
Новая система управления проще в подключении электронных и электрических компонентов станка (датчики, двигатели, электромагниты и т.п.), требует меньше проводов и паек, позволяет гибко настраивать технологические параметры.
Аппаратной части системы управления будет посвящена отдельная статья. Сейчас расскажу о ней коротко.
Основным элементом системы управления является периферийный контроллер. Он представляет из себя небольшую плату, к которой могут быть подключены:
- 1 шаговый двигатель;
- 4 дискретных датчика;
- 2 ШИМ ключа.

Для подключения каждого из этих компонентов существуют отдельные разъемы.

Периферийные контроллеры соединяются между собой шлейфом из 4 проводов: 2 линии питания и витая пара для передачи информации.
Таким образом, сборка электронной части станка сводится к установке контроллеров, соединения их между собой и центральным контроллером с помощью шлейфа, и подключении датчиков, двигателей, электромагнитов.

В новых станках значительно меньше монтажных проводов. И что особенно важно, нет жгутов, в которые “ныряют” провода подключения датчиков или двигателей, и появляются из жгутов неизвестно где, неизвестно откуда. В новом оборудовании только один шлейф и провода подключения электрических компонентов, идущие к отдельным разъемам плат.
Для сравнения я привожу вид монтажа электроники предыдущих версий оборудования.

Новые периферийные контроллеры позволяют очень гибко управлять двигателями.
- Программно для каждого двигателя задаются следующие параметры:
- Рабочий ток: 20%, 50%, 75%, 100%.
- Ток удержания при остановке: 0%, 20%, 50%, 75%, 100%.
- Режим коммутации фаз: шаговый, полушаговый, микрошаговый 1/8, микрошаговый1/16.
- Скорость вращения.
- Максимальная частота коммутации фаз 20 кГц (период 50 мкс), что в 10 раз выше, чем в предыдущих версиях станков.
- Все эти параметры задаются программно для каждого двигателя, без использования перемычек.
Теперь двигатели вращаются значительно равномернее. Благодаря высокой частоте коммутации фаз более плавно регулируется скорость вращения.
Голосовой информатор.
В новом оборудовании появился голосовой информатор. На пульте управления есть кнопка вызова справки. По ее нажатию приятный женский голос сообщает о состоянии станка, проблемах, если они есть, и способах их исправления.
Голосовой информатор – не способ произвести впечатление, а действительно необходимый компонент системы. Состояние станка, его неисправности и раньше можно было определить с помощью программы верхнего уровня. Но мало кто из пользователей желает разбираться с этим. Отскочит, например, контакт с датчика подачи и станок не останавливает подачу ампул. Обычно звонят нам и спрашивают, что делать. В новом оборудовании при той же ошибке достаточно нажать кнопку вызова справки и станок сообщит следующую информацию.
“Станок ожидает окончания подачи 1. Если барабан подачи 1 не вращается – проверяйте провода и разъем двигателя. Двигатель вращается – неисправен или не отрегулирован датчик приема. Это электромеханический концевик. Он расположен на верхней поверхности стола в конце транспортной линии, около приемного барабана. Датчик должен быть отрегулирован так, чтобы срабатывать при попадании ампулы в ячейку приемного барабана. “
И так для всех потенциально возможных ситуаций.
В голосовом информаторе есть режим диагностики. В нем последовательно проверяются все датчики. Сообщается информация о датчике, его месте расположения, а затем текущее состояние датчика. При изменении состояния датчика сообщается его новое состояние. Таким образом, для диагностики датчика необходимо нажать на него и услышать, что датчик нажат. Затем отпустить и услышать, что датчик отжат.
Раньше диагностику датчиков можно было сделать только с помощью компьютера.
Программное обеспечение верхнего уровня.
Преобразилась и компьютерная программа для настройки и управления оборудованием. Для нее есть подробное описание. Сейчас коротко основные новшества.
В основном окне схематично отображаются все компоненты оборудования: двигатели, датчики, электромагниты. Они сгруппированы в блоки – процессы. Программа показывает текущее состояние каждого компонента и процесса.

У каждого блока-процесса есть кнопка редактирования технологических параметров. Например, редактор технологических параметров для процесса налив выглядит так.

Параметров много, поэтому редактор в новой программе разбит на отдельные окна, привязанные к процессам.
Каждый параметр можно временно для проверки загрузить в оперативную память (ОЗУ) станка. Можно все параметры записать в файл или загрузить в постоянную память (FALSH) станка.
В новой программе кроме сообщений о фатальных ошибках появились предупреждения об увеличении времени отжига (нахождения ампулы под горелкой) из-за задержек в процессах налива и подачи.
Резюмируя все выше сказанное можно сказать о новом оборудовании.
- Корпуса станков, в том числе и поверхность стола, теперь выполнены из нержавеющей стали. Станки стали прочнее, более стойкими к агрессивным препаратам.
- Проблемные механические и электрические узлы заменены на новые с учетом замечаний в ходе эксплуатации оборудования.
- В качестве значительной части механических компонентов стали использоваться стандартные, широко распространенные узлы, применяемые в станках ЧПУ. Все они находятся в доступной продаже на АлиЭкспресс.
- Разработана принципиально другая, новая электронная система управления оборудованием. Она стала проще, надежнее, значительно сократилось количество проводов связи, жгутов.
- Появилась возможность более гибко настраивать процессы фасовки. Особенно это отразилось на режимах двигателей, у которых можно программно задавать токи работы и остановки, режимы коммутации фаз, скорости вращения.
- Технологических параметров стало больше, пределы их регулировки шире, разрешающая способность выше.
- Появился голосовой информатор, упрощающий эксплуатацию оборудования.
- Программное обеспечение верхнего уровня стало удобнее в работе и функциональнее.
- Разработан и серийно выпускается новый вариант станка для розлива и запайки ампул с двумя линиями, что позволило увеличить производительность вдвое.
- Интерфейсы связи центрального контроллера с верхним уровнем обеспечивают доступ ко всем ресурсам станка, что позволяет для управления использовать самые разные устройства: персональный компьютер, ноутбук, андроид-совместимый планшет или смартфон, внешний терминал и т.п. В данный момент такие варианты программ и устройств разрабатываются.
- Новая система управления оборудованием может быть использована при решении других задач. Например, сейчас на базе ее разрабатывается станок для изготовления пипеток из стеклянных трубок.
Эта статья первая из цикла о новом оборудовании. Она имеет обзорный характер, не претендует на полноту информации. Постепенно на сайте будут появляться все необходимые для работы с оборудованием информационные материалы.

Здравствуйте! Станок v20,сыпучий,меняю периферийный контроллер,ставлю запасной,что надо сделать чтобы он заработал?
Здравствуйте!
А что случилось? Еще никто не менял контроллеры. Один заказчик запросил инструкцию на всякий случай. Больше никто даже не спрашивал. Даже на сайт не выложили.
Инструкцию я вам выслал.
Здравствуйте! Приём ампулы нагревается плата параметры 1/8,шаг 200,сила 75% станок отключается
Инструкция не пришла скиньте ещё раз
Отправил еще раз. У вас почта какая-то странная www.dr…
Где приобрести станок